
 发布时间:2026-04-16
发布时间:2026-04-16 文章编辑:诺元
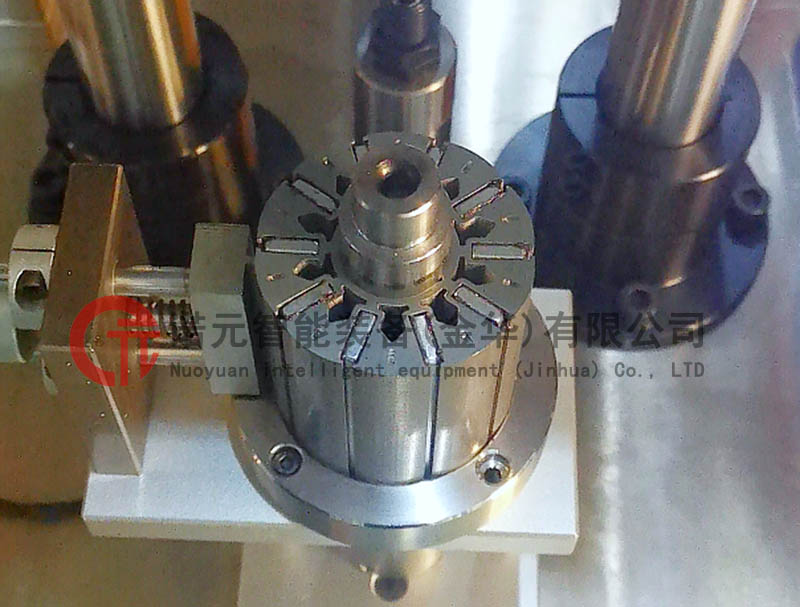
文章编辑:诺元永磁电机转子磁钢的组装是一道重要的工序,如果人工装配,不仅危险,而且装配效率低,采用新的磁钢组装机设备,不仅可以提高生产效率,而且磁钢组装质量也更好,那么永磁电机转子磁钢组装机选择标准有哪些?对厂家和质量有何要求?下面诺元简单的给大家介绍一下吧!
一、选择标准
1.核心功能与精度
磁钢极性识别与防错:设备需集成特斯拉计、指南针或AI视觉系统,实时检测磁钢极性并剔除不合格品,确保每极磁通量偏差≤5%,避免磁路不对称。
装配间隙控制:磁钢与转子铁芯的装配间隙需准确控制在0.1mm以内,通过非磁性导向工装辅助定位,防止磁钢因吸附力直接接触铁芯导致错位。
分层装配与固化控制:针对大型电机,需采用分层装配技术,每层磁钢装配后等待胶水完全固化(通常≥4小时)再进行下一层操作,避免磁力干扰导致错位。胶水固化后需检测剪切强度和硬度,确保磁钢固定牢固。
同步旋转与压力控制:对于多极磁钢,设备需配备同步旋转机构,确保磁极相位误差不超过±1°,并通过闭环控制系统将压力波动控制在±2N以内,防止过压导致磁钢碎裂。
2.自动化与智能化
机械手与三轴伺服平台:采用机械手抓取磁钢并定位,支持多规格磁钢装配,减少人工干预;伺服电机驱动的XYZ高准度运动平台结合激光传感器或视觉定位系统,装配精度可达±0.03mm。
智能检测与数据追溯:集成AI视觉检测系统,实时监测磁钢装配位置、极性及胶水涂覆状态,数据接入MES系统实现全流程追溯。每批次产品需记录磁钢规格、装配参数及检测结果,支持质量分析与工艺优化。
模块化与快速换型:设备设计需模块化,工装夹具可快速更换(如气动或电动快速夹紧机构),换型时间缩短至5分钟以内,适应不同规格转子的生产需求。
3.环境与安全控制
温湿度与清洁度:装配环境温度需控制在20-25℃,湿度≤60%,防止胶水固化速度异常或磁钢性能衰减。装配区域需用非磁性材料围蔽,并配备磁性废物回收装置,避免铁磁性杂质影响精度。
防爆与防护设计:设备需满足防爆标准,防止磁钢碰撞产生火花;配备防护罩、急停按钮及安全联锁装置,操作人员需穿戴防磁手套、护目镜等防护装备。
4.工艺适配性
磁钢形状与分布支持:设备需支持表贴式、内嵌式、V形、双V形等异形磁钢的装配,通过专用模具或角度可调的定位夹具实现准确定位。
多工位复合作业:集成上料、装配、检测、固化等多工位,实现并行作业,提升生产效率。例如,六工位设备可同时完成转子铁芯预装、磁钢贴装、固化等工序。
二、对厂家的要求
1.技术实力与研发能力
专利与认证:优先选择拥有多项专利(如发明专利、实用新型专利)的厂家,例如参与省级“新能源汽车高性能磁材研发及产业化”专项项目的企业,其技术积累更深厚。
核心部件自研能力:厂家需掌握伺服电机、高准度导轨、视觉定位系统等核心部件的研发与生产能力,确保设备稳定性与寿命。
行业适配经验:选择服务过新能源汽车、工业伺服电机、航模无人机等高端领域的厂家,其工艺成熟度与问题解决能力更强。
2.生产与质控能力
规模化生产能力:厂家需具备现代化标准厂房及多条自动化生产线,年产能覆盖钕铁硼、钐钴等磁材超千吨,确保大规模供货稳定性。
全流程质控体系:从原料筛查、生产监控到成品检测,需建立12道以上质检关卡,良品率预警阈值达99%。
定制化服务能力:厂家需提供售前技术支持、售中跟进服务及售后长效保障,并支持小批量定制化生产。
3.服务与响应能力
快速响应机制:设立7×24小时售后服务热线与在线支持平台,1小时内响应客户咨询,简单问题即时解决,复杂问题48小时内安排技术人员上门排查或远程深度协助。
三、对质量的要求
1.材料与性能
磁钢材料:选用高矫顽力、高剩磁、低磁滞损耗的钕铁硼或钐钴磁钢,确保磁能积和矫顽力等性能指标满足设计要求。
胶水与固化:采用高强度环氧胶或厌氧胶,胶层厚度均匀性需严格控制;分阶段固化后检测剪切强度和硬度,确保磁钢与铁芯结合牢固。
2.装配精度与稳定性
位置精度:磁钢与转子铁芯的装配间隙≤0.1mm,角度精度≤±1°,确保磁路对称性。
动平衡与振动:装配完成后需进行高速动平衡测试,振动值控制在行业最优范围,确保电机运行平稳。
3.质量追溯与改进
批次管理:建立完善的批次管理和检测记录制度,对每批磁钢、转子进行批次管理,确保可追溯性。
持续优化:基于检测数据和反馈,不断优化磁钢装配工艺和制造流程。

永磁电机转子磁钢组装机选择标准有哪些?对厂家和质量有何要求?以上已经做了简单的讲解,希望这些知识可以帮助到大家!
 上一篇:
上一篇: 下一篇:
下一篇:



